
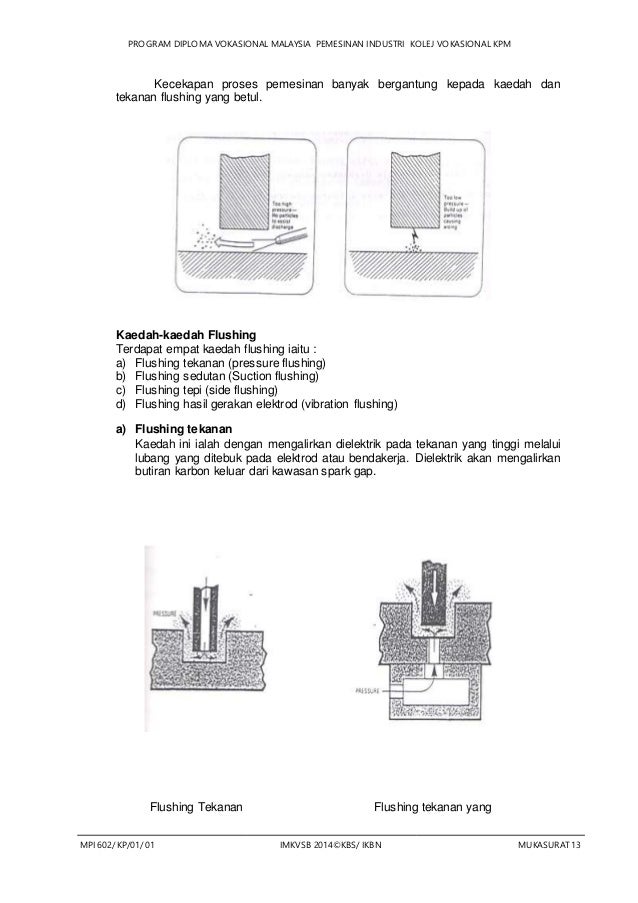
Proses pengerjaan pada laporan adalah mengenai hal-hal mendasar pada pelubangan benda kerja menggunakan metode EDM. Arus mengalir antara 250 Hz hingga 500000 Hz kali dalam satu saat.
Edm Wire Cut Presentation
Proses ini berlaku di dalam elektrolisis dimana kedua-dua alat ini.
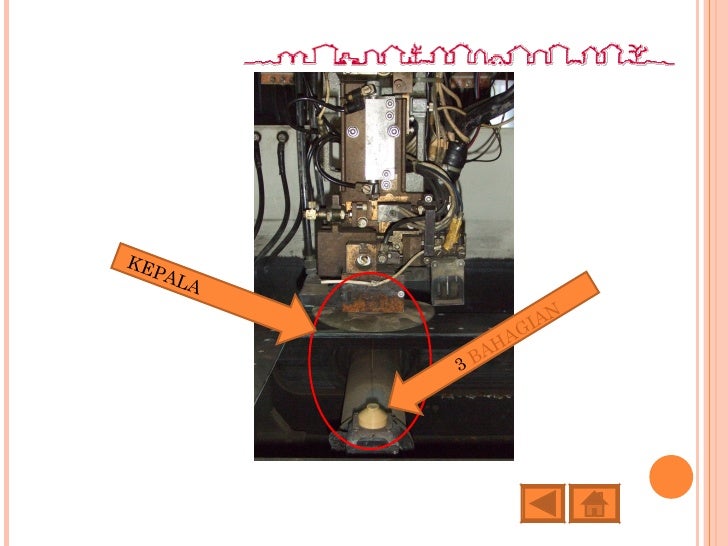
Tiga kaedah ikat bendakerja pada mesin edm wire. Longitudinal menyilang dan vertikal namun beberapa meja juga memiliki gerakan putar. Baik untuk sistem listrik DC atau AC celah yang terjadi antara kawat dan benda kerja sebesar 0051 hingga 0076 mm. Kerjanya berupa erosi yang terjadi karena adanya sejumlah loncatan bunga api.
Chuck ulir Threded Chuck 2. Collet adalah alat bantu yang digunakan sebagai pmegang benda kerja yang memiliki ukuran diameter kecil. Menghasilkan bunga api bertekanan hingga suhu 3000 c.
Wire EDM dapat meninggalkan tegangan sisa pada benda kerja yang kurang signifikan dibandingkan dengan mereka yang mungkin ditinggalkan jika benda kerja yang sama diperoleh oleh mesin. Bahkan dalam EDM kawat tidak ada pemotongan besar yang terlibat dalam pemindahan bahan. Konvensional yang proses pemotongan material material removal benda.
Electrode yang digunakan pada wire cut berupa kawat tembaga panjang yang digulung dan pada saat proses pemotongan kawat juga ikut bergerak ke bawah dan dibuang karena hanya sekali pakai. Kontrol pengendali dan parameter. Kelebihan mesin ini adalah.
Hob digunakan untuk memotong alur pada bendakerjaMesin jenis ini digunakan untuk memotong gear termasuk gear taji dan gear heliks. Jig and fixure adalah alat pemegang benda kerja selama proses pemesinansehingga diperoleh produk yang seragam. Proses EDM adalah bebas daripada burr.
- Untuk Ram EDM ukuran benda kerja maksimum sekitar 59 inchi 1500 mm pada sumbu Y 17 inchi 520 mm pada sumbu Z dan 98 inchi 2500 mm pada sumbu X. Berawal dari penemuan efek erosif dari arus listrik oleh Joseph Priestley tahun 1770 teknologi mesin EDM kemudian dikembangan tahun 1943 oleh ilmuan Russia Butinzky dan Lazarenko yang mengontrol efek erosif dari aliran listrik menggunakan cairan non konduktif. Tidak menimbulkan sebarang tegasan pada bendakerja kerana mata alat tidak menyentuh bendekerja.
Pastikan setiap kabel tidak terdapat kebocoran. Bersihkan segala kotoran pada tangki meja dan tangki simpanan. Benda kerja dipegang pada meja yang mengendalikan hantaran.
Diameter kawat yang digunakan sekitar 025 mm. Salah satu kemudahan tersebut adalah munculnya mesin EDC Electronic Data Capture yang memudahkan Anda untuk melakukan transaksi tarik tunai di minimarket terdekat seperti indomart dan alfamart. Bentuk yang sukar dimesin dengan mesin kerja am boleh dimesin dengan mudah oleh proses.
Pada mesin umumnya terdapat tiga kemungkinan gerakan meja yaitu. 341 Penyalaan mesin Proses penyalaan mesin adalah proses yang pertama dalam kegiatan kerja. Untuk Ram EDM ukuran benda kerja maksimum sekitar 59 inchi 1500 mm pada sumbu Y 17 inchi 520 mm pada sumbu Z dan 98 inchi 2500 mm pada sumbu X.
Ukuran spark gap pada. Bendakerja akan diletakkan atara ketiga-tiga komponen tersebut menyebabkan bendakerja seolah-olah terapung menyebabkan bendakerja yang tidak sekata menjadi sekata setelah dicanai. Electrical Discharge Machine EDM adalah suatu mesin perkakas Non Konvensional yang proses pemotongan material material removal benda kerjanya berupa erosi yang terjadi karena adanya sejumlah loncatan bunga api listrik secara periodik pada celah antara katoda pahat dengan anoda benda kerja di dalam cairan dielektric.
Karena kawat tidak menyentuh benda kerja maka Wire Cut machining merupakan proses pemotongan yang bebas akan tegangan stress. Kawat elektroda yang biasa digunakan untuk proses ini berupa tembaga kuningan dan zink dengan diameter 0025 hingga 0357. Mesin wire-EDM yang digunakan adalah CHMER CW32F.
Bahkan dalam EDM kawat tidak ada pemotongan. Deskripsi Mesin Electrical Discharge Machine merupakan mesin produksi non konvensional yang memanfaatkan proses konversi listrik dan panas dimana 6 fenergi listrik digunakan untuk memunculkan loncatan bunga api spark dan proses pemakanan material terjadi akibat energi panas yang ditimbulkan dari bunga api tersebut. Kelebihan dan Kekurangan Mesin EDM Kelebihan Sebarang bahan yang bersifat konduktor boleh dimesin tanpa mengira kekerasanya.
Daerah yang memiliki tegangan listrik paling kuat adalah pada. Saat ini banyak aplikasi pada mesin erosi lain termasuk wire cut. Hanya dengan berbelanja senilai Rp20000- dan melakukan pembayaran.
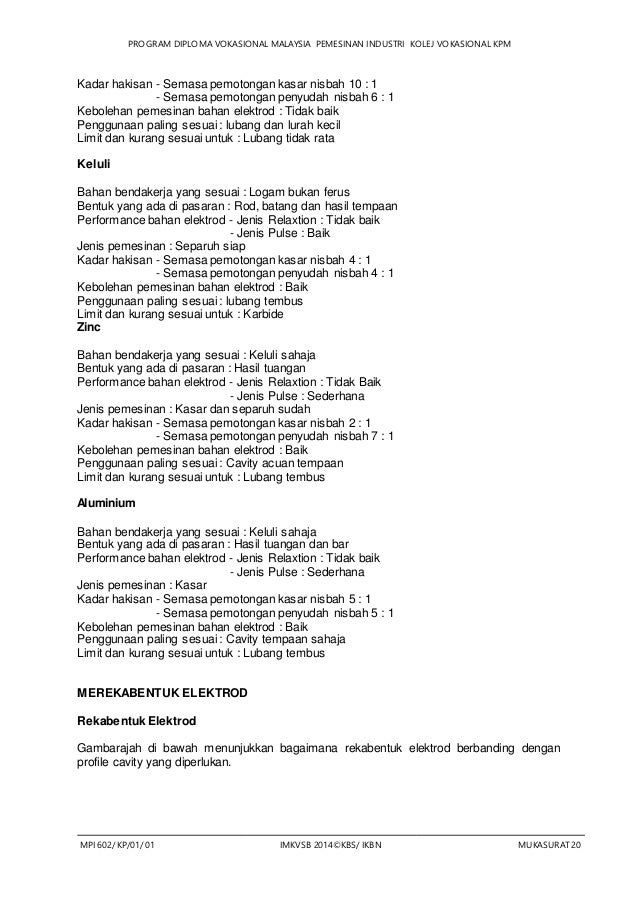
Electric Discharge Machine EDM adalah suatu mesin perkakas Non. Oleh karena itu perlu ditentukan pengaturan variabel proses yang tepat agar diperoleh benda kerja dengan lapisan recast yang tipis dan waktu pengerjaan yang singkat. Media pendingin yang digunakan adalah air aquadesh atau paling tidak air yang.
Electrical Discharge Machine EDM merupakan salah satu proses permesinan non konvensional yang berbasis komputer sebagai pengendali utamanya. - Pembuatan bentuk suduttirus pada Wire EDM adalah hal yang perlu dipertimbangkan. Wire EDM dapat meninggalkan tegangan sisa pada benda kerja yang kurang signifikan dibandingkan dengan mereka yang mungkin ditinggalkan jika benda kerja yang sama diperoleh oleh mesin.
Ketiga-tiga kaedah ini telah digunakan dengan meluas di dalam bidang pemesinan bahan. Terdapat juga proses lain yang dipanggil proses bukan pemesinan non-machining processiaitu dengan menggunakan serbuk bahan powder metallurgy di mana alatan dibuat dengan cara memampat serbuk bahan seterusnya dikeraskan hardened. Tersendiri pada daur putaran.
Untuk meningkatkan produktivitas dan kualitas hasil produk sesuai dengan yang diharapkan maka pengetahuan parameter selama proses permesinan EDM harus baik. Pastikan wayar pemotong tidak menyentuh benda kerja. Jig adalah alat khusus yang berfungsi memegang menahan atau diletakkan pada benda kerja yang berfungsi untuk menjaga posisis benda kerja dan membantumengarahkan.
Seiring dengan berkembangnya zaman kemudahan dalam transaksi layanan bank juga semakin canggih. Penelitian dilakukan pada baja HSS dengan menggunakan elektroda kuningan. Listrik secara periodik pada celah antara katoda pahat dengan anoda benda.
Kerja di dalam cairan dielektric. Pastikan pemegang elektrod tidak menyentuh pemegang benda kerja. Listrik mengalir di antara elektroda dan benda kerja dalam cairan dielektrikum.
Chuck hidrolik Hydraulic Chuck Jika berdasarkan jumlah rahangnya ada chuck rahang 2 rahang 3 rahang 4 dan rahang 6. Dua konduktor elektrik iaitu bahan kerja dan elektrod bertemu antara satu sama lain dimana bendakerja daripada cas positif manakala elektrod bercas negatif. Untuk Wire EDM ukuran maksimum benda kerja sekitar 59 inchi 1500 mm pada sumbu Y 24 inchi 600 mm pada sumbu Z dan tidak terbatas pada sumbu X.
Bersihkan cecair berminyak yang ada pada tempat pemegang benda kerja semasa proses pemasangan. Electrical Discharge Machining EDM adalah proses pemotongan logam yang dilakukan dengan penciptaan ribuan kotoran per detik. Pengertian mesin EDM Electrical Discharge Machining Sejarah EDM.
Hal hal tersebut adalah sebagai berikut. Collet merupakan perlengkapan pemegang pada mesin bubut yang.
Kompetensi Kp Mpi 602 01 Cnc Edm Die Sinker

Komentar